ONE-STOP SOLUTION SERVICE, CONTACT US NOW! WHATSAPP: +8615093378359 Email: heavyequipmentchina@gmail.com

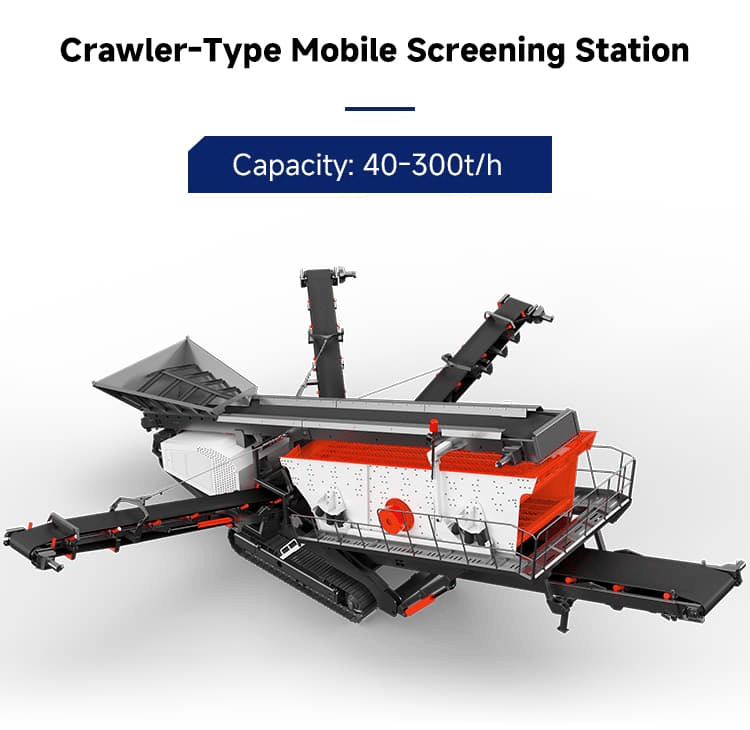
Crawler Mobile Screener
Crawler Mobile Vibrating Screen is an integrated self-propelled screening solution designed for modern material processing needs. Combining a heavy-duty vibrating screen as the core component with a robust crawler chassis, this equipment integrates pre-screening, multi-grade classification, material conveying, and stacking functions in one unit . It eliminates the constraints of fixed screening lines, enabling "screening wherever materials are located" with flexible deployment and high adaptability to complex job sites.
Application of crawler mobile screen
This versatile screening equipment is engineered to excel in multiple industries and scenarios:
1. Mining & Quarrying: Efficient classification of aggregates, ores, and minerals (0-100mm particle size)
2. Construction Waste Recycling: Screening and sorting of concrete debris, asphalt fragments, and demolition waste
3. Aggregate Production: Grading of sand, gravel, and crushed stone for road construction, building materials, and concrete mixing stations
4. Infrastructure Projects: On-site screening for road and bridge construction, water conservancy, and hydropower projects
Solid Waste Treatment: Separation of recyclable materials and waste classification in environmental engineering


Features & advantages
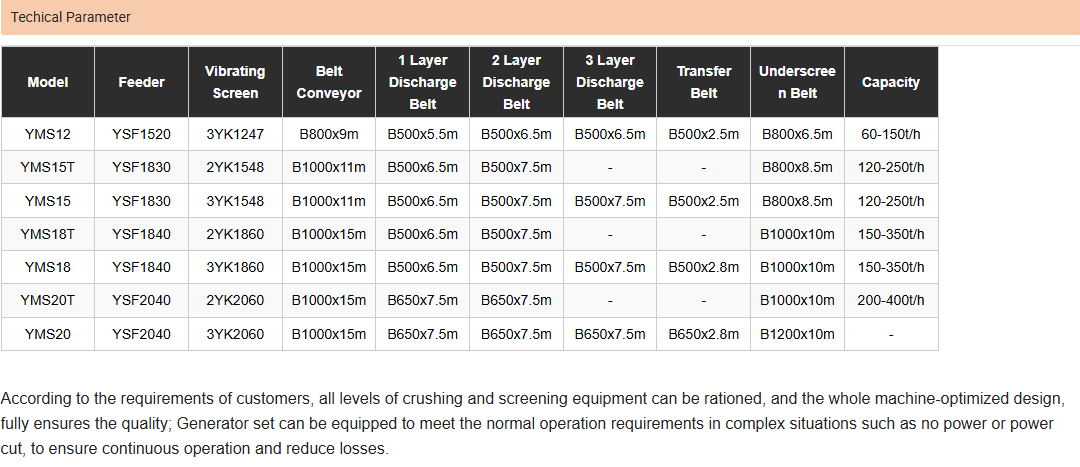
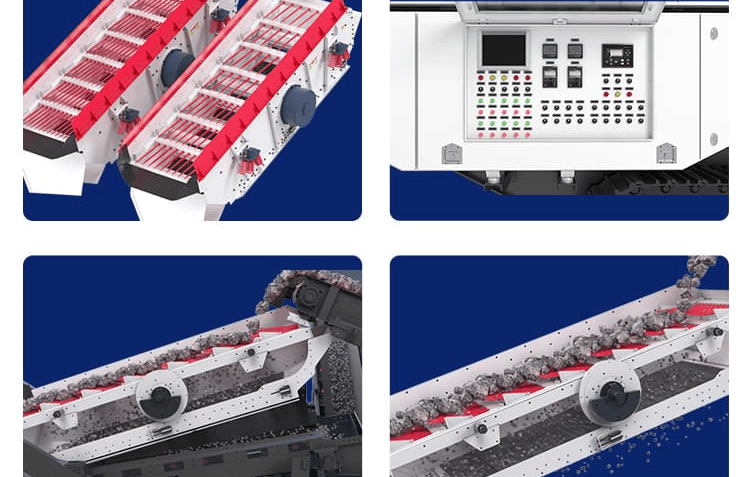
1. Exceptional Screening Efficiency: Equipped with 2-4 optional layers of vibrating screens, the processing capacity ranges from 50-500 t/h, increasing screening efficiency by 30% compared to traditional equipment . The high-frequency vibration ensures precise separation of different particle sizes.
2. Intelligent & User-Friendly Operation: PLC + touch screen integrated control system enables real-time monitoring of screen status, vibration frequency, and conveyor speed. One-button start/stop and automatic fault self-diagnosis simplify operation . Optional wireless remote control allows convenient crawler movement and equipment adjustment.
3. Maximum Mobility & Flexibility: Hydraulic folding structure supports quick transportation conversion within 15 minutes . The crawler walking system adapts to rough terrain, eliminating the need for crane assistance during site transfer . Modular design facilitates easy maintenance and screen replacement.
4. Environmental Protection & Energy Saving: Optional closed dust suppression system achieves ≥95% dust removal efficiency , while the noise reduction module keeps operating noise ≤80 dB(A) . The optimized power system reduces fuel consumption and meets global environmental emission standards.
5. Durable & Reliable Construction: High-quality steel structure with wear-resistant screen mesh ensures long service life . All fasteners adopt 8.8-grade high-strength bolts to withstand alternating loads in harsh working conditions

Working Principle
The crawler mobile vibrating screen operates through a scientific and efficient process:
1. Material Feeding: Raw materials are fed into the top hopper by loaders or conveyors, then evenly distributed to the upper screen surface via the feeding device .
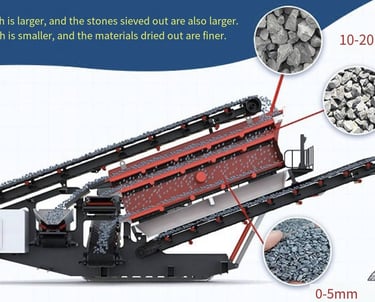
2. Vibration Classification: The vibrator generates strong centrifugal force, causing materials to jump and move forward on the screen surface . Particles smaller than the screen aperture pass through to the lower layers, while larger particles continue moving along the screen surface .
3. Multi-Grade Separation: Multi-layer screens simultaneously separate materials into 3-4 different specifications (adjustable according to mesh size) . The mesh size can be customized based on ASTM E11 or ISO standards to meet specific particle size requirements .
4. Material Collection: Screened products are conveyed to designated stockpiles by separate finished product conveyors, while oversize materials can be returned to crushing equipment for secondary processing via the return conveyor .